I have
years of
welding experience with a variety of processes. I have in
depth
understanding of welding processes and physics, weldment
design, and I can specify material, joint configuration, process,
procedure, equipment required and filler material to be used.
I can
set up and troubleshoot welding equipment. I have taught
numerous
people at school and work to weld proficiently and safely. I
weld for
my current employer when the need arises and I own a Miller
SyncroWave 200
that I use
for a variety of jobs.
I am
skilled with: -
SMAW (Stick) Ferrous and Non-Ferrous Metals -
GMAW (MIG) Ferrous and Non-Ferrous Metals -
GTAW (TIG) Ferrous and Non-Ferrous Metals -
Oxy-Fuel Cutting and Welding -
Plasma Cutting
Here
are some examples of my work:
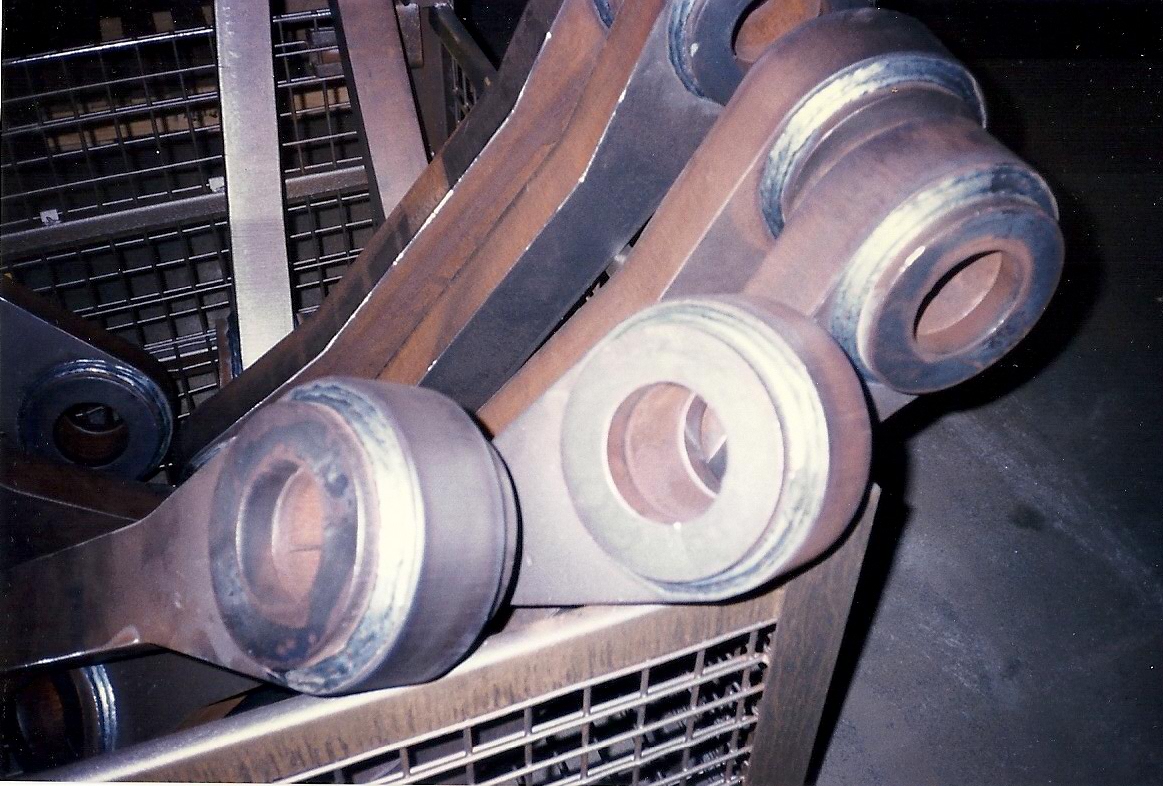
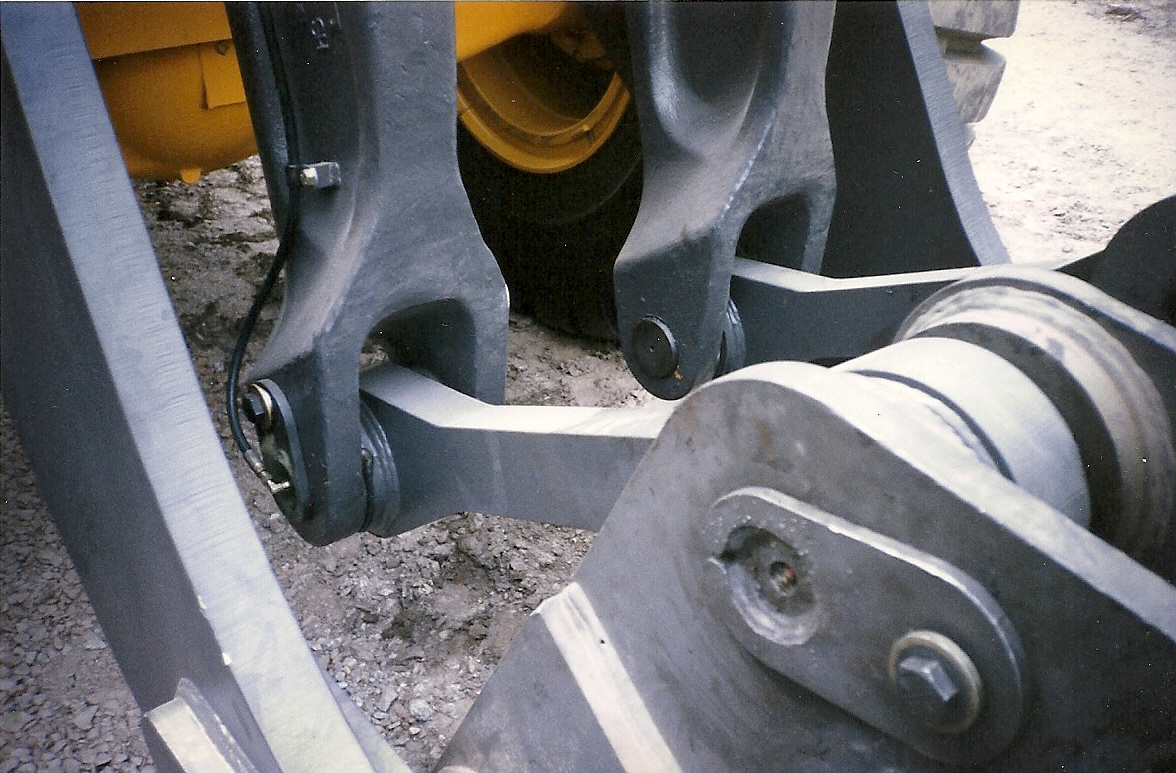
These
are some of the boom pushrods that
I welded for the Volvo Construction Equipment L330 boom arm assembly.
The process used for these is spray transfer GMAW with 90-10 Argon /
CO2 shielding gas, 0.060 dia E70S-4 wire, and 350A at 40 OCV. The
pushrods are 3" thick and weigh ~220lbs a piece.
I welded other parts for the L330 product as
well.
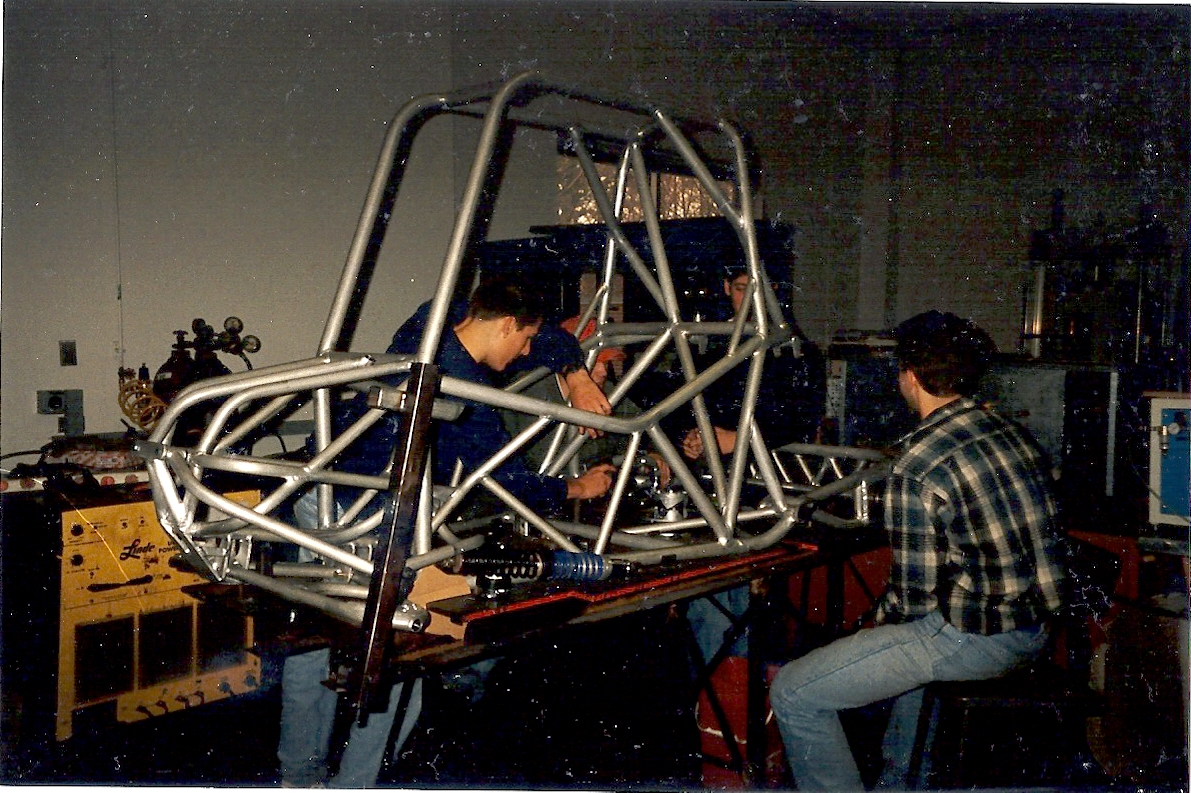
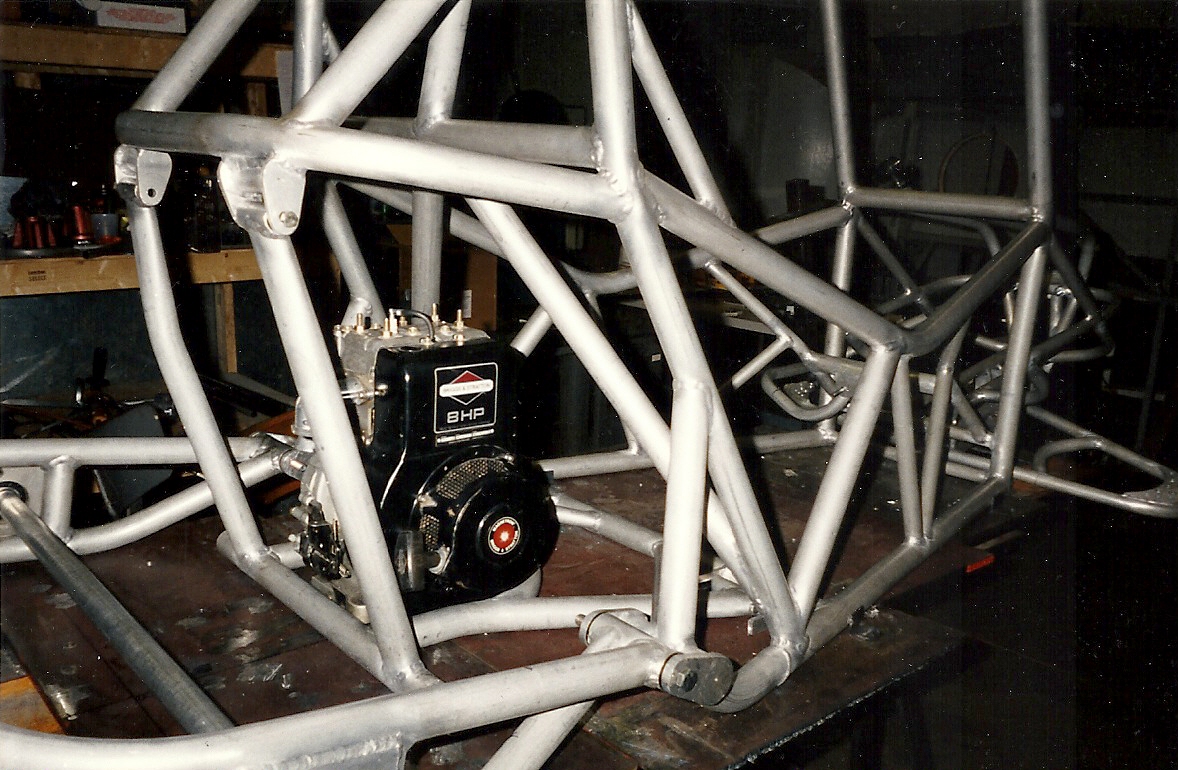
For the
1997-98 NCSU
Wolfpack Motorsports Mini-Baja car
program, I was leader of the frame design and fabrication team.
I
designed this frame using 6061-T6 Aluminum tubing. I utilized
1.5"OD 0.065" wall, and 1"OD 0.065" and 0.049" wall tubing. I
did
all of the welding and oversaw the fabrication of piece parts.
This was welded using GTAW with a water cooled torch, and
3/32"
ER-5356 aluminum filler rod. We had the lightest weight car
for
the 1997-98
competitions.
Above:
Remotely
Operated Vehicle for National Undersea Research Center Welded using
GTAW (TIG), Stainless Steel
Above
Right: Bicycle
Trailer, Welded using oxy-acetylene torch and RG-45 filler material
Right:
Ornamental
Table welded using oxy-acetylene torch and RG-45 filler material
These
are all my designs
I've
done
many architectural and ornamental design and fabrication projects.
I'm
the Chief Technology Officer at Physcient
Inc.,
we develop surgical instruments. One of the surgical instruments
that we are developing is a laparoscopic device. It has
a 5mm OD x 4mm ID stainless steel shaft with ears machined on the
end of the shaft. There is a 1.5mm OD stainless steel axle that
is welded to the ears. I designed this part as well as the
tooling required to fixture the parts and manage the heat from the
welding process. I welded the axle to the shaft tube using a Pro-Fusion
Dual Arc 82 HFP TIG welder with 3 amp welding current.
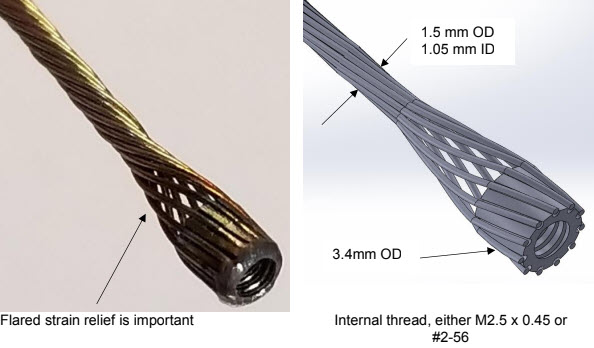
Below: Flexible wire rope stainless steel shaft with a threaded adapter TIG welded onto the end (1.5 Amp welding current)
These
are
various gates that I've designed and built. The frame of the driveway gate is 2" steel square tubing
1/16" wall thickness. I fabricated the parts and MIG welded it
together with a bit of TIG in a few areas. The white PVC plastic
pickets are held to the steel frame by self drilling, self tapping
screws. This makes for a strong lightweight gate that will last
forever.
More
steel gates with wooden picket facade, very similar to design above.