| Machining and Fabrication |
I enjoy making things and I know how to use tools. I can design things such that
they can be fabricated with
whatever tools I have at my disposal. I've had some very
challenging
machining and fabrication projects.
|
 |
 |
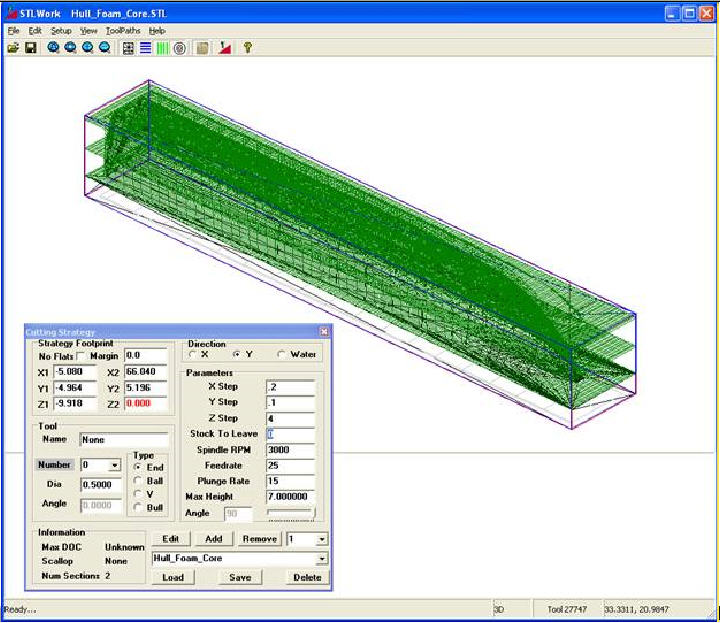
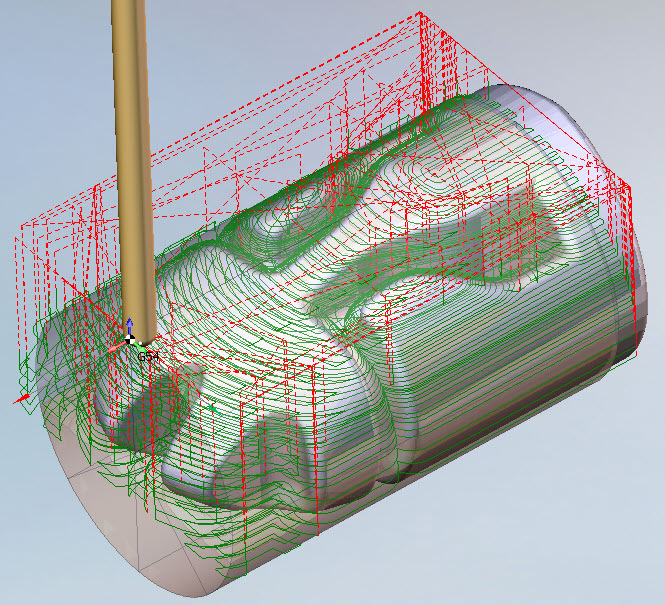
| At Physcient, we
have a Tormach PCNC 1100 milling machine with an integrated 4th axis,
high speed spindle and power draw bar. We also have a manual lathe with a digital read out. I use Sprut CAM
to
generate G-code. This machine is fantastic for producing our low
quantity surgical instrument parts. We have a number of very
precise parts that must have a smooth surface finish and must
have fully constituted material properties and this is by far the
fastest, lowest cost way to produce those parts. I use the
Tormach
and the 4th axis to machine the Differential Dissector tips from PEEK
(shown
above). This produces excellent surface finish and fully captures
the performance of injection molded PEEK tips (shown below). |

|
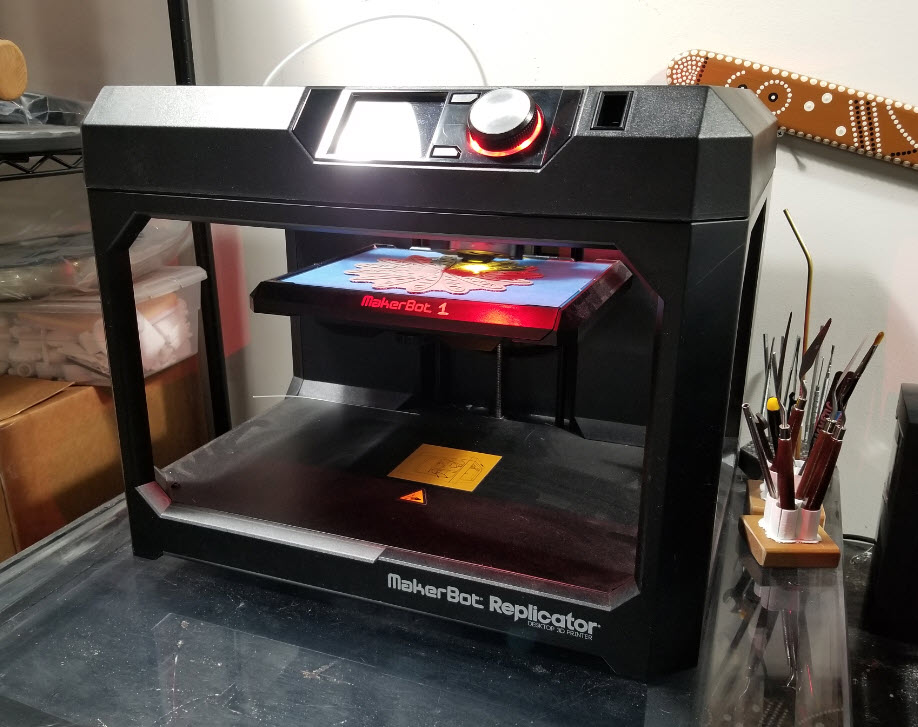
We typically use Protolabs
for rapid prototyping and additive manufacturing services, but we also have a Makerbot
Replicator FDM machine in our prototyping facility at Physcient. It works well
for printing handle concepts so that surgeons can stop by and quickly
evaluate several designs.
|
Shaft
Perforation Covers right and below are Duraform PA selective laser
sinter nylon. The turquoise inserts form the silicone overmold
features. These parts have a snap latch that retain them on the
shaft of the Laparoscopic Differential Dissector. The production
parts will be injection molded with an overmolding step. (Right)
40 shore A durometer Silicone being injected into delrin insert that
forms the overmold shaft contact and sealing features.

|

|
A frame handle seal (Above) Silicone Button Cover (Above)
All of these molds are machined on the Tormach PCNC1100. At
Physcient, we have a mold shop where we can cast and inject a variety
of polyurethane and Silicone materials.
|
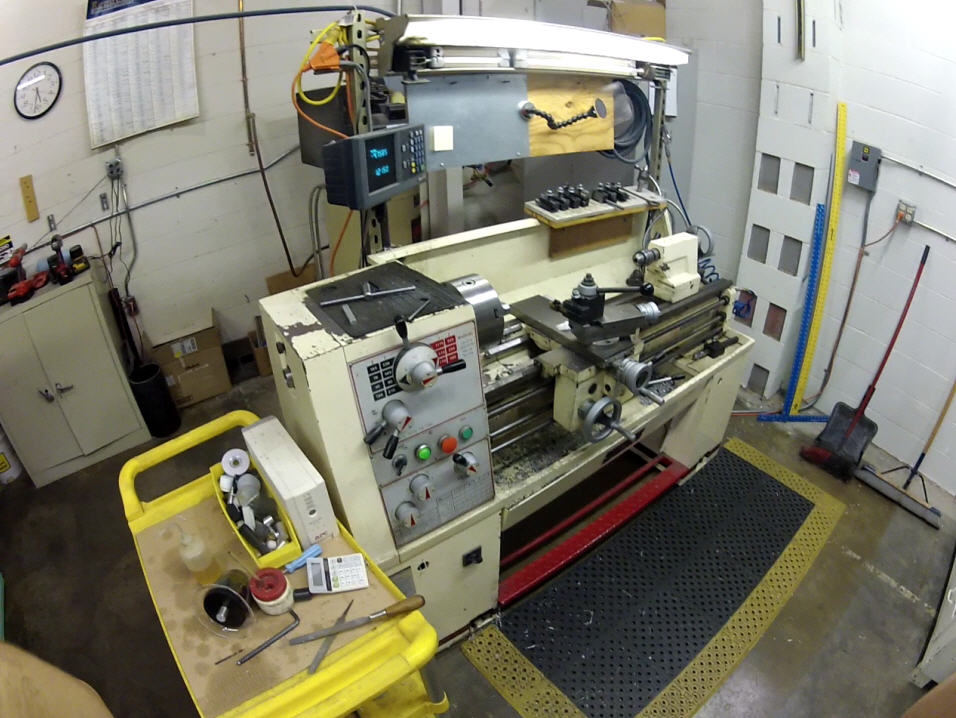
Right: This
is our Partner MB 18, 3 axis CNC milling machine at iRobot. These
days, we have a full time machinist, but I've made
many parts on this machine over the years. It can be operated
manually (handwheel mode), programmed via conversational mode, or
programmed with G-code, written manually or generated by CAM software.
Below: We have a 14" x 40" Jet lathe at iRobot with a DRO.
Below Right:
Giddings and Lewis RAM 630, 5 axis horizontal machine center
at Volvo Construction Equipment. I wrote G-code for this machine
to cut production parts. It's extremely fast (max feed at 1500
ipm), and uses high pressure through spindle coolant. You have to triple check your code for this machine, and
then slowly ramp up the feed % when you run parts for the first time,
and parts have to be fixtured really well. | 
|
 |  |